In the modern global food supply chain, thermal monitoring has transitioned from a specialized tool to a mandatory safety standard. With the increasing complexity of international food logistics and the stringent requirements of the HACCP (Hazard Analysis and Critical Control Points) framework, manufacturers and suppliers worldwide are turning to advanced infrared technology to ensure product integrity.
Regulatory bodies like the FDA (USA) and EFSA (Europe) now demand continuous temperature logging. Our thermal cameras provide the high-speed data necessary for audit-ready compliance.
The industry trend is moving toward "AI-Temp" algorithms. By integrating AI, our systems can distinguish between human heat and equipment heat, ensuring zero false alarms in food processing lines.
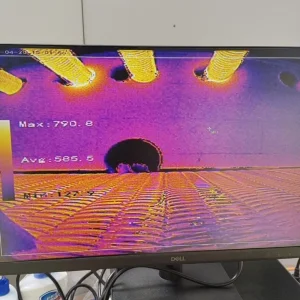
Utilizing 100/200 Hz high-speed thermal imaging allows manufacturers to monitor fast-moving conveyor belts, identifying "cold spots" in cooked goods or "hot spots" in refrigeration units instantly.
As a prominent developer and manufacturer specializing in the infrared and thermal imaging industry, Hubei Sema Image Co., Ltd. delivers solutions renowned for superior performance. Our foundation is built on independent intellectual property rights and a relentless drive for innovation.
Our flagship Thermal Imaging Cameras, supported by advanced infrared detectors and modules, serve 90+ countries. Whether it's for food safety, industrial monitoring, or healthcare, our technology ensures uncompromised accuracy.

Our proprietary Matrix III image processing algorithm provides crystal clear thermal images, essential for detecting subtle temperature variations in food packaging.
AI-driven temperature measurement ensures that environmental factors don't skew the data, providing reliability in varying factory temperatures.
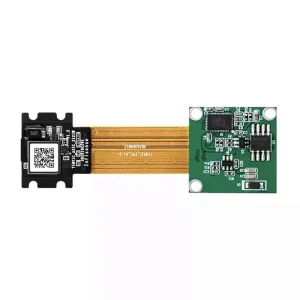
Breakthrough technologies in MEMS sensors allow us to create compact, durable camera cores for drone inspections of large-scale grain silos and warehouses.

Industrial Kitchens: Continuous monitoring of ovens and fryers to prevent overcooking and fire hazards, ensuring every batch meets safety standards.
Cold Chain Logistics: Real-time monitoring of refrigerated trucks and containers using our mini thermal modules to prevent spoilage during transit.
Automated Sorting: High-speed thermal cameras identify foreign objects or inconsistent product temperatures on production lines at sub-millisecond speeds.
Storage & Silos: Detecting early-stage fermentation or pest activity in grain storage through heat signature anomalies.
Our Chinese factory advantage combines massive scale with precision engineering. Every thermal unit undergoes rigorous testing.