The global market for Infrared Measurement Devices is undergoing a monumental shift. As industries move toward Industry 4.0, the demand for non-contact, high-precision thermal data has skyrocketed. From predictive maintenance in smart factories to fever screening in public transport hubs, infrared technology is no longer a niche tool but a fundamental industrial requirement. Today, businesses across Europe, North America, and Asia-Pacific are integrating thermal imaging into their core safety and quality control protocols.
Miniaturization and AI integration are the two defining trends of 2024. Modern Infrared Measurement Devices are becoming smaller, allowing for integration into smartphones, drones (UAVs), and wearable devices. Simultaneously, the application of Artificial Intelligence (AI) enables real-time anomaly detection, where the camera doesn't just see heat but understands it—predicting equipment failure before it happens and significantly reducing downtime in manufacturing plants.
International buyers are increasingly seeking manufacturers who offer more than just a product. There is a high demand for Customizable Infrared Solutions that can be integrated into existing IoT ecosystems. Reliability, high frame rates (like our 30Hz models), and robust software support are top priorities. Procurement managers from sectors like automotive, energy, and healthcare are looking for stable partners in China who can deliver high-volume, high-quality sensors with comprehensive technical support.
Hubei Sema Image Co., Ltd. is a prominent developer and manufacturer specializing in the infrared and thermal imaging industry. Our products and solutions are renowned for their superior performance and competitive edge in professional applications, driven by a strong foundation of independent intellectual property rights.
As a leader in this field, we focus primarily on Thermal Imaging Cameras, which serve as our flagship product, along with a wide range of complementary technologies such as infrared detectors, thermal camera cores and modules. These solutions cater to various terminal applications, delivering high-quality thermal imaging for sectors such as security, industrial monitoring, automotive, healthcare, and more. Our products have been successfully deployed in over 90 countries and regions, meeting the diverse needs of global customers.

To date, we have accumulated more than 700 intellectual property rights, covering breakthrough technologies in areas such as IC design, MEMS sensors, advanced image processing algorithms like Matrix III, and AI-driven temperature measurement algorithms (AI-Temp). These innovations are central to our core product offerings, ensuring the highest levels of accuracy and reliability.
In manufacturing plants, our cameras are used for real-time monitoring of electrical panels and mechanical equipment. Detecting hot spots before they lead to fire hazards is essential for operational continuity.
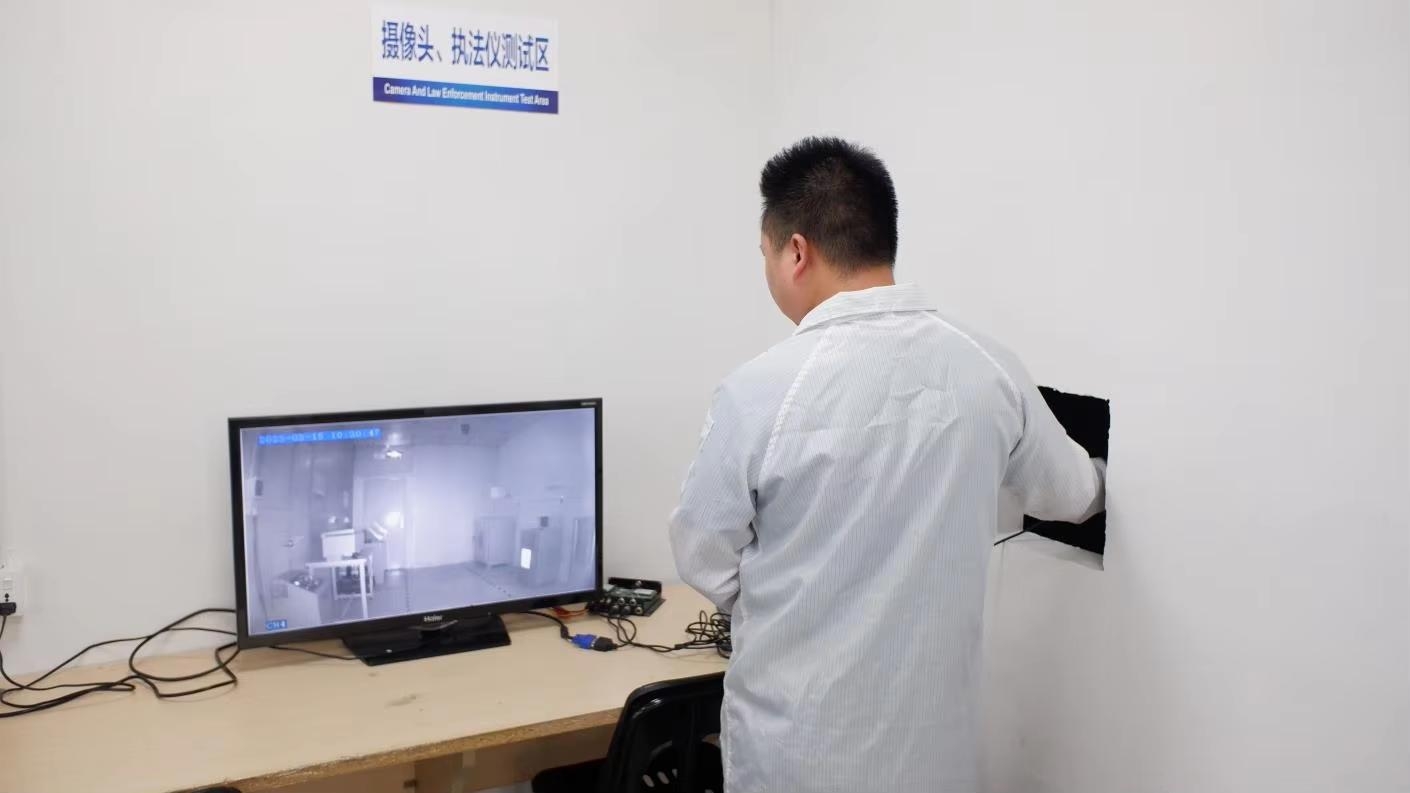
During epidemic prevention, our AI-Temp algorithms provide rapid, non-contact fever screening in high-traffic areas, ensuring public safety without disrupting flow.
Integrated into autonomous driving systems and patrol drones, our thermal sensors provide night vision and hazard detection that traditional visual cameras cannot see, even in thick fog or total darkness.

Our state-of-the-art production line ensures that every Infrared Measurement Device meets international quality standards. From IC design to final assembly, precision is our hallmark.













As a leading Chinese exporter, we leverage the robust electronic supply chain and technological hub of "Optics Valley" to offer products that combine high-end performance with cost-efficiency. Our commitment to R&D allows us to compete with global giants while providing more flexible customization options for our clients. Whether you need a standalone handheld device or a complex integrated thermal module, Hubei Sema Image Co., Ltd. remains at the forefront, driving the future of thermal imaging technology.
By focusing on independent innovation and maintaining strict control over the manufacturing process, we ensure that our global partners receive devices that are not only technologically superior but also highly reliable in the most demanding environments—from high-voltage substations to emergency response scenarios.